Temperature resistant, medium strength magnets
Alnico magnets are extremely resistant to elevated temperatures, and have relatively high energy products. They are made primarily from alloys of aluminum, nickel, and cobalt, and may be either cast or sintered. Standard grades are Alnico 5 and Alnico 8.
Cast alnico is melted and then poured and cooled in a mold to produce the desired shape. Once cooled, the magnet is then ground and heat treated. This process can be done in the presence of a magnetic field, which creates a stronger, anisotropic magnet which is oriented in a specific direction.
Sintered alnico magnets, while slightly weaker than cast material, exhibit superior mechanical characteristics.
Sintered alnico magnets are manufactured using a powder metallurgy process which uses controlled atmosphere, high temperature sintering to produce near net shape parts. Semi-automated production enables adjustment of materials, and processing allows either a standard range of magnetic properties or individually tailored alloys to meet customer specifications.
Alnico magnets have recently been replaced with sintered neodymium or injection molded magnets in many applications.






PROCESS FLOW DIAGRAM
Cast Alnico

Magnetic Assemblies – Higher Quality, Lower Cost!
Most magnet assemblies are made the old fashioned way – by gluing the magnet(s) to a backing plate, shaft, hub,

Anesthesia Equipment Needed a Better Magnetic Valve
Technology that other vendors couldn’t supply was developed by EAM. Here’s what we did to provide the solution… They had

Magnetically Actuated Emergency Alert System
Technology that other vendors couldn’t supply was developed by EAM. Here’s what we did to provide the solution… A major
ALNICO Magnetic Material Characteristics
Sintered Alnico Magnets
Download this data in PDF format: EAM-Sintered-Alnico-Properties.pdf – 66kb
| Material & Grade | Max. Energy Product | Remanence | Coercive Force | Rev. Temp. Coefficient | Curie Temp. | Density | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (BH) max | Br | Hc | Hci | % / °C | Tc | D | |||||
| MGOe | kJ/m3 | kG | mT | Oe | kA/m | Oe | kA/m | % / °K | °C | g/cm3 | |
| Alnico 2 | 1.5 | 12.0 | 7.1 | 710 | 550 | 44 | 570 | 45 | -0.014 | 810 | 7.0 |
| Alnico 5 | 3.9 | 31.2 | 10.5 | 1050 | 590 | 47 | 600 | 48 | -0.016 | 810 | 6.9 |
| Alnico 6 | 3.0 | 23.8 | 10.0 | 1000 | 700 | 56 | 710 | 57 | -0.020 | 860 | 7.3 |
| Alnico 8 | 4.0 | 32.0 | 8.0 | 800 | 1550 | 123 | 1600 | 128 | -0.020 | 860 | 7.3 |
| Alnico 8HC | 4.5 | 36.0 | 6.5 | 650 | 1700 | 136 | 1880 | 150 | -0.020 | 860 | 7.3 |
Cast Alnico Magnets
Download this data in PDF format: EAM-Cast-Alnico-Material-Properties.pdf – 67kb
| Material & Grade | Max. Energy Product | Remanence | Coercive Force | Rev. Temp. Coefficient | Curie Temp. | Working Temp. | Density | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (BH) max | Br | Hc | Hci | Br | Hci | Tc | Tw | D | |||||
| MGOe | kJ/m3 | kG | mT | Oe | kA/m | Oe | kA/m | % / °C | °C | g/cm3 | |||
| Alnico 2 | 1.6 | 12.8 | 7.0 | 700 | 580 | 47 | 600 | 48 | -0.03 | -0.02 | 810 | 450 | 7.0 |
| Alnico 3 | 1.2 | 10.0 | 6.0 | 600 | 480 | 38 | 500 | 40 | -0.03 | -0.02 | 810 | 450 | 6.9 |
| Alnico 5 | 5.0 | 40.0 | 12.5 | 1250 | 640 | 51 | 640 | 51 | -0.02 | -0.02 | 860 | 525 | 7.3 |
| Alnico 5DG | 6.5 | 52.0 | 13.0 | 1300 | 680 | 55 | 700 | 56 | -0.02 | -0.02 | 860 | 525 | 7.3 |
| Alnico 5-7 | 7.5 | 60.0 | 13.5 | 1350 | 740 | 59 | 740 | 59 | -0.02 | -0.02 | 860 | 525 | 7.3 |
| Alnico 6 | 3.5 | 28.0 | 10.0 | 1000 | 720 | 58 | 720 | 58 | -0.02 | -0.02 | 860 | 525 | 7.3 |
| Alnico 8 | 5.0 | 40.0 | 8.0 | 800 | 1480 | 119 | 1500 | 120 | -0.025 | -0.02 | 860 | 550 | 7.3 |
| Alnico 8B | 5.5 | 44.0 | 8.5 | 850 | 1550 | 124 | 1550 | 124 | -0.025 | -0.02 | 860 | 550 | 7.3 |
| Alnico 8HE | 6.0 | 48.0 | 9.0 | 900 | 1500 | 120 | 1500 | 120 | -0.025 | -0.02 | 860 | 550 | 7.3 |
| Alnico 8HC | 4.5 | 36.0 | 7.0 | 700 | 1880 | 151 | 1900 | 152 | -0.025 | -0.02 | 860 | 550 | 7.3 |
| Alnico 9 | 9.0 | 72.0 | 10.5 | 1050 | 1400 | 112 | 1400 | 112 | -0.025 | -0.02 | 860 | 550 | 7.3 |
CAST ALNICO – 2 & 3 DEMAGNETIZATION CURVES
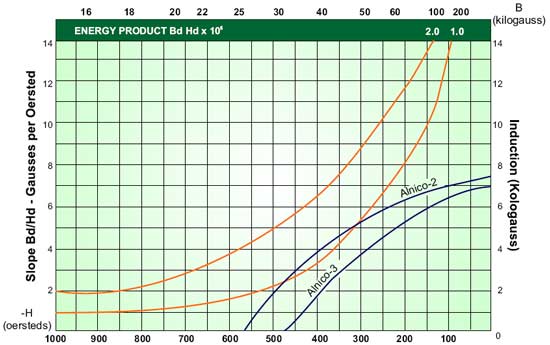
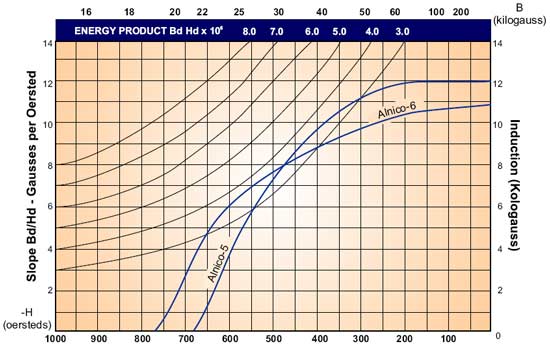
CAST ALNICO – 5 & 6 DEMAGNETIZATION CURVES
CAST ALNICO – 8 & 9 DEMAGNETIZATION CURVES

SINTERED ALNICO-8 DEMAGNETIZATION CURVE

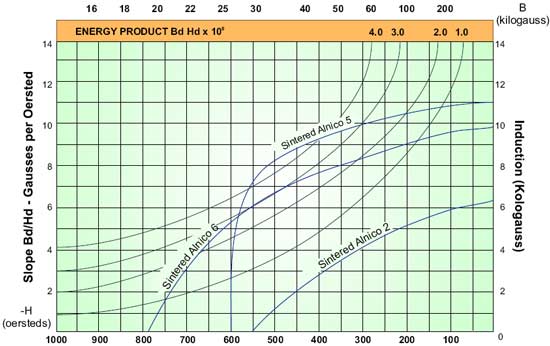
SINTERED ALNICO-2, 5 & 6 DEMAGNETIZATION CURVES
PROCESS FLOW DIAGRAM
Cast Alnico
PROCESSING SINTERED ALNICO
Processing begins with the controlled blending of fine metal powders consisting primarily of aluminum, nickel, cobalt and iron.
A wax lubricant is added at this stage to aid the subsequent pressing process.
The mixed powder is then compacted to form the required shape using varied press technology. Close dimensional control is maintained by statistical process control (SPC), both at this stage and after sintering.
De-waxing through a low temperature furnace removes the pressing lubricant prior to sintering.
Sintering is undertaken at high temperature under a protective atmosphere of hydrogen. An homogeneous fully dense alloy results.
Further heat treatment is required for most alloys to introduce improved magnetic properties. Anisotropic properties can be induced by additional specialized heat treatment. For those materials that have been heat treated, the final part of the process is multi-stage tempering which reduces brittleness but more importantly, further enhances the magnetic performance and stabilizes the material.
To achieve very high dimensional control specific surfaces can be machined to very close tolerances using high volume grinding machines.
Final inspection before dispatch or subsequent assembly, ensures that all parts conform both physically and magnetically to specification.